2軸・2.5軸加工とは
2軸加工とは?
2軸加工は、主にマシニング加工において「X軸(左右)」と「Y軸(前後)」を組み合わせて動かす加工です。平面的な形(円、四角、輪郭)を切り抜くような動きが特徴です。旋盤加工では「X軸(径方向)」と「Z軸(送り方向)」の2つの軸を動かします。
2.5軸加工とは?
2.5軸加工は、機械やCAMによって若干定義が異なります。主に3軸(X, Y, Z)すべての軸を動かせますが、「同時に動かせるのは2軸まで」という制限がある加工を指します。
なぜ「0.5」なの?
X軸とY軸で平面をなぞっている間、Z軸(深さ)は固定されています。一つの平面を加工してから高さを調整し、再度異なるZ深さの平面を加工します。この「同時3軸制御ができない(あるいはしない)」状態で階段状の加工を行うことを「2.5軸加工」と呼びます。
今もなお2.5軸加工が選ばれる理由
最新の5軸加工機がある中で、なぜ今も2.5軸加工が主流なのでしょうか?プログラミングが速い: 3Dモデルがなくても、2次元の図面(DXFなど)から素早く加工データ(ツールパス)を作成できます。計算負荷が低い: データ量が軽く、古い機械でもスムーズに動作します。コストパフォーマンス: 3軸同時制御に比べて、ツールパス作成の手間や加工時間が短縮できるため、安価に製造可能です。複雑な曲面がない部品であれば、2.5軸を使いこなすことで、最も効率的かつ高精度に製品を作ることができます。
2軸・2.5軸加工でよくある「3つの注意点」
シンプルに見える2軸・2.5軸加工ですが、ベテランでもうっかりミスをしやすいポイントがいくつかあります。① 工具の干渉(シャンクやホルダーの衝突) 工具の刃の部分だけでなく、シャンクやホルダーがワークに当たらないか注意が必要です。 対策: 深いポケットを加工する場合は、突き出し量の長い工具を選ぶか、干渉しない位置まで逃げる設定をします。② 削り残し(コーナーR) 四角いポケットを削る際、工具は丸いため、コーナーには必ず工具の半径分の削り残しが生じます。 対策: 設計図に指示されたRよりも小さい径の工具を使うか、設計者に「ここは丸くても良いか」を確認する必要が あります。③ リードイン・リードアウト(切り込み時の傷) 素材に対して真上から刃物を下ろすと、食いついた瞬間に表面に傷(食い込み)がついたり、刃が欠けたりすること があります。 対策: 渦巻き状に斜めから入るヘリカル進入や、ランプ進入の設定を行い、スムーズに切削を開始させます。
2軸・2.5軸加工に向いている部品・向かない部品
【向いているもの】厚み(Z軸)が一定のブラケットやプレート。単純な穴あけがメインの部品。【向かないもの(3軸加工が必要なもの)】金型のような自由曲面。斜面(スロープ)が滑らかに変化する形状。
Mastercamで行う2軸・2.5軸加工
MastercamのMillモジュールは2軸・2.5軸のどちらにも対応しています。3Dモデルがなくても、ワイヤーフレーム(線)さえあれば加工データが作成できるのが大きなメリットです。
主要な3つのツールパス
MastercamのMillモジュールで特に使われているのは以下の3つです。いずれのツールパスもテーパー角度の設定ができるため、2軸・2.5軸どちらでも主力になっています。①ダイナミック加工 Mastercamの代名詞的な機能です。常に一定の負荷を工具にかけるよう計算され、深い切り込みで高速に削ることが でき、 工具寿命が大幅に伸びます。②ポケット 閉じた境界線の内側を削り取ります。ジグザグ、渦巻き、高速切削など、削り方のパターンが豊富です。③輪郭 線の外側や内側をなぞる加工です。面取りもこの機能で行います。
Mastercam特有の設定ポイント
設定画面(パラメータ)を開いた際に、特に注意すべき項目は以下の通りです。① リンクパラメータ(高さの設定) ここが2軸・2.5軸加工の「心臓部」です。 アブソリュート(Mastercamではアブソと表記/絶対座標): Mastercamの原点からの距離。 インクリメンタル(Mastercamではインクリと表記/相対座標・増分値): 選択した図形(線)からの相対的な距離。② 進入と退出 Mastercamでは、工具がワークに当たる際の動きを細かく制御できます。 「円弧」と「直線」を組み合わせて、滑らかに素材へアプローチさせます。これを行わないと、入り口に食いつき マークと呼ばれる線が残ってしまいます。③ 壁面とフロアー面の仕上げ代 仕上げ加工のために、あえて「壁面」や「フロアー面(床面)」に仕上げ代を設定します。粗加工と仕上げ加工で ツールパスを分けるのが基本です。
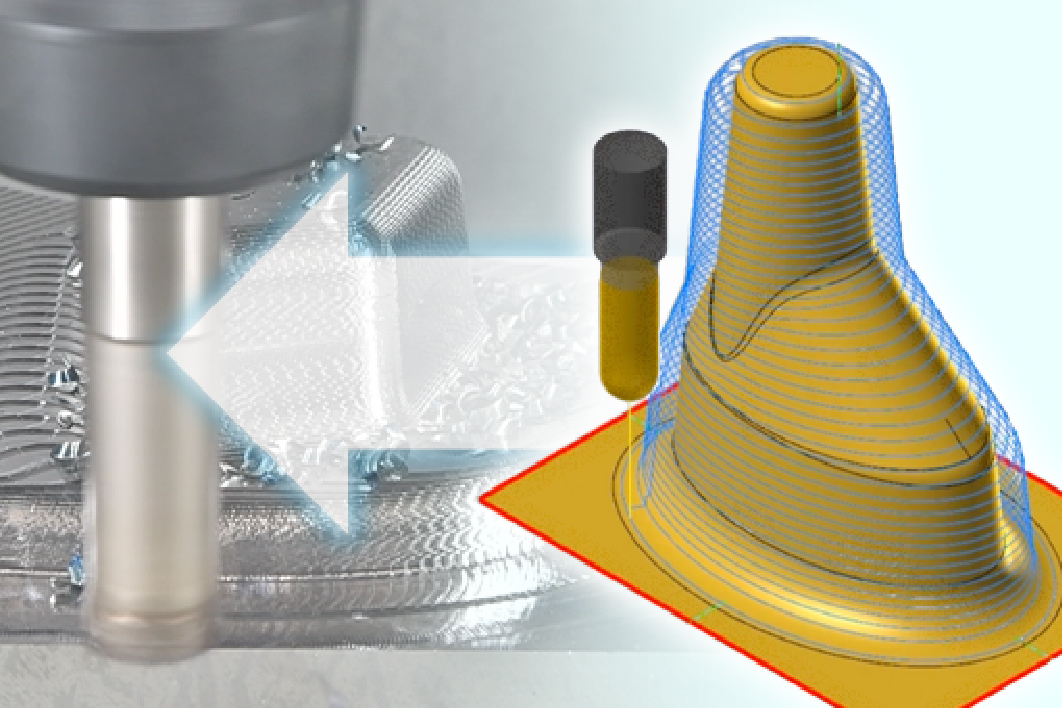
Mastercamでの干渉チェック機能
2軸・2.5軸加工であっても、Mastercamのシミュレーション機能は必ず使いましょう。・バックプロット 線の動きだけでパスを確認します。・ベリファイ 素材が削られていく様子を3Dでシミュレーションします。 ここで、シャンクやホルダーを含む工具がワークに衝突(干渉)しないかを視覚的にチェックできます。
効率アップの裏技(加工図形の再選択)
Mastercamの便利な点は、形状が変わっても、パスを再生成するだけで対応できる点です。・図面の線を引き直す。・ツールパスの「チェイン」から新しい線を選び直す。・再生成ボタンを押す。 これだけで、高さ設定や切削条件を引き継いだまま、新しい形状のデータが完成します。





.jpg)



.jpg)